Směrnice pro obrábění
|
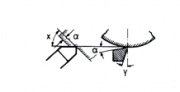
Soustružení
|
Frézování
|
|
 |
 |
|
α - úhel hřbetu ° |
α - úhel hřbetu ° |
|
γ - úhel čela ° |
γ - úhel čela ° |
|
χ - úhel řezu ° |
v - rychlost obrábění m/mm |
|
v - rychlost obrábění m/mm |
|
|
s - posuv mm/U |
|
|
Rádius nože (r) má činit minimálně 0,5 mm. |
Posum (s) může dosáhnout až 0,5 na zub. |
|
α |
γ |
χ |
v |
s |
α |
γ |
v |
| PVC |
8-10 |
0-5 |
50-60 |
200-750 |
0,3-0,5 |
5-10 |
0-15 |
300-1000 |
| PP/PE-HD |
6-10 |
0-5 |
45-60 |
250-500 |
0,1-0,5 |
10-20 |
5-15 |
250-500 |
| ABS |
5-15 |
25-30 |
15 |
200-500 |
0,2-0,5 |
5-10 |
0-10 |
300-500 |
| PMMA |
5-10 |
0-4 |
15 |
200-300 |
0,1-0,2 |
2-10 |
2-10 |
2000 |
| PC/PPE |
5-12 |
6-8 |
45-60 |
200-350 |
0,1-0,5 |
5-20 |
5-15 |
250-350 |
| PA |
6-10 |
0-5 |
45-60 |
200-500 |
0,1-0,4 |
10-20 |
5-15 |
250-500 |
| POM |
6-8 |
0-5 |
45-60 |
300-600 |
0,1-0,1 |
5-15 |
5-15 |
250-500 |
| PET |
5-15 |
2-15 |
45-60 |
200-500 |
0,1-0,5 |
5-15 |
0-15 |
250-500 |
| PVDF |
5-12 |
5-15 |
10 |
150-500 |
0,1-0,3 |
5-15 |
5-15 |
250-500 |
| E-CTFE |
6-10 |
0-5 |
45-60 |
250-500 |
0,1-0,5 |
10-20 |
5-15 |
250-500 |
| PSU/PPSU |
5-10 |
0-5 |
45-60 |
250-400 |
0,2-0,3 |
1-15 |
0-10 |
250-500 |
| PEI |
5-10 |
0-10 |
45-60 |
300-400 |
0,2-0,3 |
5-15 |
0-10 |
200-400 |
| PPS |
5-10 |
0-5 |
45-60 |
200-500 |
0,1-0,5 |
5-15 |
5-10 |
200-500 |
| PEEK |
5-10 |
3-8 |
45-60 |
200-500 |
0,1-0,4 |
5-15 |
5-15 |
180-450 |
| GF mod |
6-8 |
2-8 |
45-60 |
150-200 |
0,1-0,5 |
15-30 |
6-10 |
80-100 |
|
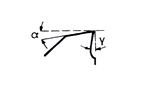
Vrtání
|
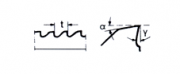
Pásová pila
|
|
 |
 |
|
α - úhel hřbetu ° |
α - úhel hřbetu ° |
|
γ - úhel čela ° |
γ - úhel čela ° |
|
χ - úhel špičky ° |
v - rychlost obrábění m/mm |
|
v - rychlost obrábění m/mm |
t - rozteč mm |
|
s - posuv mm/U |
|
|
Posum (s) může dosáhnout až 0,5, na zub. |
Úhel šroubovice vrtáku má činit cca 12° až 16°. |
|
α |
γ |
φ |
v |
s |
α |
γ |
v |
t |
| PVC |
5-10 |
3-5 |
60-100 |
30-120 |
0,1-0,5 |
30-40 |
0-5 |
1200 |
3 |
| PP/PE-HD |
5-15 |
10-20 |
60-90 |
50-150 |
0,1-0,3 |
20-30 |
2-5 |
500 |
3-8 |
| ABS |
8-12 |
10-30 |
60-90 |
50-200 |
0,2-0,3 |
15-30 |
0-5 |
300 |
2-8 |
| PMMA |
3-8 |
0-4 |
60-90 |
20-60 |
0,1-0,5 |
30-40 |
0-5 |
1200 |
3 |
| PC/PPE |
8-10 |
10-20 |
90 |
50-100 |
0,1-0,3 |
15-30 |
5-8 |
300-500 |
2-8 |
| PA |
5-15 |
10-25 |
90 |
50-150 |
0,1-0,3 |
15-30 |
5-8 |
300-500 |
2-8 |
| POM |
5-10 |
5-30 |
90 |
50-200 |
0,1-0,3 |
20-30 |
0-5 |
500-800 |
2-5 |
| PET |
5-16 |
10-30 |
90-110 |
50-100 |
0,1-0,3 |
15-40 |
0-8 |
300 |
2-8 |
| PVDF |
10-16 |
5-20 |
110-130 |
150-300 |
0,1-0,3 |
20-30 |
5-8 |
300-500 |
2-5 |
| E-CTFE |
5-15 |
10-20 |
60-90 |
50-150 |
0,1-0,3 |
10-30 |
2-8 |
500 |
3-8 |
| PSU/PPSU |
5-15 |
10-20 |
60-90 |
30-90 |
0,1-0,3 |
15-30 |
0-4 |
500 |
2-5 |
| PEI |
5-15 |
10-20 |
60-90 |
30-90 |
0,1-0,4 |
15-30 |
0-4 |
500 |
2-5 |
| PPS |
5-10 |
10-30 |
90 |
50-200 |
0,1-0,3 |
15-30 |
0-5 |
500-800 |
3-5 |
| PEEK |
5-15 |
10-25 |
90-120 |
70-200 |
0,1-0,3 |
15-30 |
0-5 |
500-800 |
3-5 |
| GF mod |
6 |
5-10 |
90-120 |
80-100 |
0,1-0,3 |
15-30 |
10-15 |
200-300 |
3-5 |
|
Kotoučová pila
|
|
|
|
α - úhel hřbetu ° |
|
γ - úhel čela ° |
|
v - rychlost obrábění m/mm |
|
t - rozteč mm |
|
α |
γ |
v |
t |
| PVC |
5-10 |
0-5 |
3000-4000 |
3-5 |
| PP/PE-HD |
20-30 |
6-10 |
2000 |
3-8 |
| ABS |
5-10 |
0-5 |
1000 |
2-5 |
| PMMA |
5-10 |
0-5 |
1500-2000 |
3-5 |
| PC/PPE |
15-30 |
5-8 |
1800-2500 |
2-8 |
| PA |
15-30 |
0-8 |
1800-2500 |
2-8 |
| POM |
5-10 |
0-10 |
1000-2500 |
2-5 |
| PET |
10-15 |
0-15 |
1000-3000 |
2-5 |
| PVDF |
5-10 |
0-10 |
1000-2500 |
2-5 |
| E-CTFE |
20-30 |
6-10 |
2000 |
3-8 |
| PSU/PPSU |
15-30 |
0-15 |
2000 |
2-5 |
| PEI |
15-25 |
0-15 |
2000 |
2-5 |
| PPS |
15-30 |
0-30 |
1800-2500 |
2-5 |
| PEEK |
15-30 |
0-10 |
1800-2500 |
2-5 |
| GF mod |
15-30 |
10-15 |
500-1500 |
3-5 |
Při chlazení tekutinou používejte čistou vodu (aby nevznikaly trhliny). Amorfní materiály by měly být průběžně temperovány (nepoužíváme chladící prostředky obsahující olej). Při zpracování těchto materiálů je třeba zabezpečit dobré odvětrávání pracoviště. Nástroje s břitem z tvrdokovu mají být předehřáty na 120° C.

